Paquete completo con garantía de flexibilidad
Los filtros de aire acondicionado que se emplean en la industria del automóvil limpian el aire aspirado por los ventiladores radiales dobles de sustancias sólidas, como polen, esporas y hollín. Un filtro se compone, por norma general, de un medio filtrante plegado y un marco que fija y sella el filtro en la caja de aire. Entre los fabricantes líderes de compresores y filtros de aire acondicionado se encuentra la empresa japonesa Sanden Holdings Corporation, con sede en Isesaki y Tokio. Con el objetivo de poder abastecer y atender de manera rápida y fiable a sus clientes europeos, esta empresa proveedora del sector automovilístico abrió una filial en Polkowice, Polonia, la Sanden Manufacturing Poland. Dicha planta cuenta con líneas de montaje desde 2017 para sistemas de calefacción, ventilación y aire acondicionado para camiones. Entre sus clientes se cuentan, entre otros, el fabricante sueco de vehículos comerciales Scania AB y el productor neerlandés de camiones DAF.

Hasta el momento, la planta de Polkowice utilizaba pistolas manuales para aplicar pasta de sellado entre el medio filtrante y el marco durante la fabricación. El inconveniente de este método es que no es lo suficientemente rápido y no garantiza una calidad homogénea de la aplicación. Así pues, el objetivo consistía en automatizar este paso de la fabricación y aumentar así la producción de filtros. Para desarrollar la instalación necesaria, Sanden Manufacturing Poland contrató a DEMERO Automations Systems, con sede en la ciudad polca de Wrocław (Breslavia). La empresa diseña y comercializa soluciones robóticas y multieje para diferentes aplicaciones, como medición, paletización, impresión, soldadura, clasificación y dosificación.
Sistema de control y técnica de accionamiento en el punto de mira “En concreto, nuestra instalación debe poder detectar por sí sola dos piezas de filtro con forma diferente que se encuentran en un molde, aplicar la pasta de sellado dosificada y cambiar automáticamente entre los distintos perfiles de curva”, explica Darius Nosiadek, gerente de DEMERO, acerca de los requisitos. “El sistema de control y la técnica de accionamiento son temas primordiales”. DEMERO es distribuidor de STÖBER Antriebstechnik GmbH + Co. KG, empresa ubicada en Pforzheim que fabrica y diseña soluciones de automatización y componentes de accionamiento, como reductores, motores, reguladores de accionamiento y controladores de movimiento. Por esta razón, el constructor de máquinas tenía claro desde el primer momento que también apostaría por STOBER para esta aplicación. “Estos componentes nos permiten implementar una solución tan específica de manera segura”, afirma.
DEMERO desarrolló un sistema CNC con tres ejes de tipo Gantry. El espacio de trabajo es X = 500, Y = 500 y Z = 200 milímetros, la precisión de posición se sitúa en ± 0,01 milímetros y la velocidad lineal máxima asciende a 250 milímetros por segundo. La cabeza de esta máquina se puede adaptar de manera flexible a los requisitos del cliente; por ejemplo, según el uso, para añadir un dispositivo de aspiración o una pinza. Los ingenieros dieron mucho valor al rendimiento global para garantizar la precisión y la precisión de repetición. “Para nosotros era importante contar con un socio competente como STOBER con una gama de productos completa”, subraya Nosiadek.
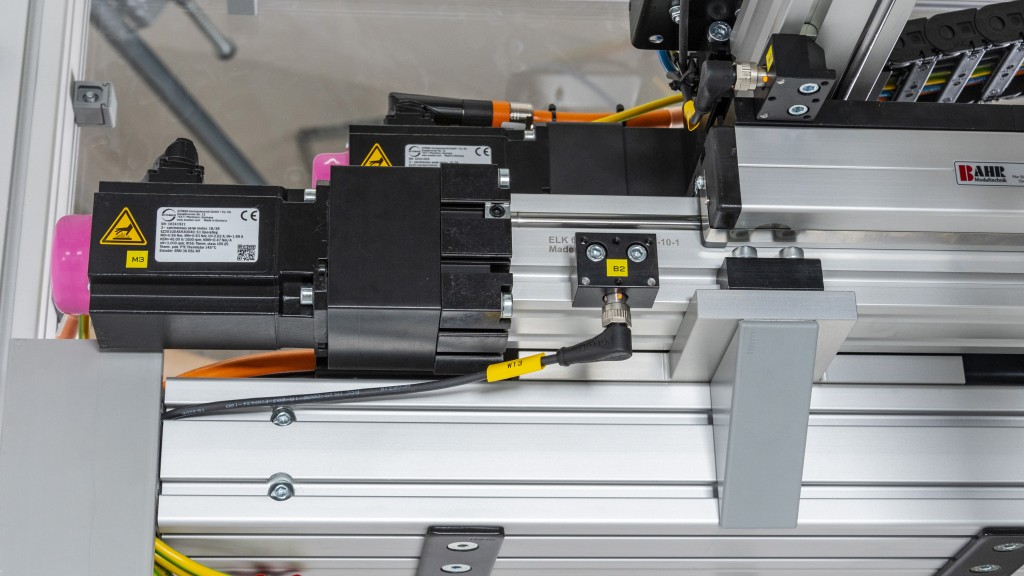
Entre los componentes STOBER utilizados se incluyen servomotores síncronos del tipo EZ, directamente conectados al husillo del eje lineal de forma mecánica. “La alta resolución del encoder de motor, así como la rápida transferencia de datos de proceso mediante EtherCAT, proporcionan una elevada precisión de posición y de repetición en el sistema”, afirma Daniel Lohse, Director Business Development para EMEA en STOBER. Para un montaje sencillo y rápido, en el motor se ha integrado un encoder de valor absoluto HIPERFACE DSL. STOBER ofrece así una cómoda One Cable Solution (OCS), tan necesaria en una máquina con poco espacio.
Fiable en segundo plano “Hemos combinado el motor con el regulador de accionamiento de nuestra serie SI6”, comenta Daniel Lohse. Esta solución altamente dinámica funciona también de manera imperceptible y fiable en segundo plano con movimientos exigentes. Se integran las funciones STO (Safe Torque Off) y SS1 (Safe Stopp 1). En la serie SI6, estas funciones están certificadas de conformidad con EN 13849-1 y se pueden utilizar sin pruebas de funcionamiento que interrumpan la producción. “El regulador de accionamiento, con solo 45 milímetros de ancho, se ha concebido como regulador de accionamiento alineable”, dice Lohse. “Un solo regulador de accionamiento SI6 puede regular hasta dos ejes. Encadenando varios reguladores se puede escalar libremente el número de ejes que se van a controlar”. La instalación de los distintos componentes se lleva a cabo de manera muy sencilla. Los módulos Quick DC-Link patentados permiten la unión mediante un simple clic de barras colectoras de cobre estándar para la distribución eléctrica, así como el fácil montaje y la conexión de los reguladores de accionamiento.
En esta instalación, el control lo asume el controlador de movimiento MC6 de STOBER. Este resulta apto para el accionamiento isócrono mediante EtherCAT. El controlador sirve además como interfaz persona-máquina completa. Mediante el uso del entorno de desarrollo AutomationControlSuite AS6 se obtienen conceptos de sistema de control de movimiento abiertos (IEC 61131-3). Así pues, el MC6 también está en situación de entender y ejecutar el lenguaje de máquina G-Code en el que está guardada la trayectoria de movimiento. Pero el operario también puede posicionar la instalación directamente según el principio “punto a punto”. “Todos los cálculos para la planificación de trayectorias y la interpolación de los tres ejes se realizan de forma centralizada”, explica Nosiadek, de DEMERO. El MC6 permite adaptar la forma de curva de manera flexible a las formas de las piezas del filtro. A través de la pantalla táctil de 15 pulgadas, el operario puede manejar la máquina directamente y utilizar la información mostrada. También se incluye una función de cambio de idioma, así como de administración de usuarios. Esta última permite que el empleado pueda manejar la máquina con ajustes y posibilidades de intervención adaptados a él.
“Nuestro entorno de desarrollo AutomationControlSuite AS6 abarca todas las funciones incluidas en CODESYS V3 para el control de movimiento”, explica Lohse. Para crear programas se cuenta con bibliotecas Drive&Motion de altas prestaciones que permiten implementar la aplicación con un tiempo de programación notablemente menor.
Funcionamiento preciso Nosiadek, de DEMERO, señala hacia la instalación: “Como depósito para la pasta de sellado se utiliza un cartucho que contiene una cantidad suficiente para unos 100 filtros. El cartucho lo tiene que cambiar el operario manualmente”, aclara. “No hemos montado ninguna unidad de alimentación central por petición expresa del cliente. La cantidad de material de sellado se regula mediante aire comprimido”. Depende de la velocidad con la que se aplica y de la distancia hasta la superficie de aplicación. La máquina detecta las dos formas diferentes de las piezas del filtro automáticamente. El sistema de control cambia automáticamente de una a otra, según proceda.
El nuevo sistema de tres ejes está en uso en Sanden Manufacturing Poland 24 horas al día, siete días a la semana. Con ello, la planta ha podido aumentar su producción de filtros en hasta un 30 por ciento. Y como el único proveedor es STOBER, el círculo de personas de contacto en caso de problemas se mantiene lo más reducido posible. Queda así garantizado un funcionamiento fiable en todo momento.