STOBER automatise le positionnement des aimants pour le LeanMotor
La qualité produit la qualité.
Le LeanMotor STOBER, qui fonctionne sans encodeur, est une nouveauté sur le marché mondial. C’est sur une installation robotisée de montage entièrement automatique de composants implantée sur le site de son siège sis à Pforzheim que le spécialiste produit les rotors de cette solution d’entraînement particulièrement efficace. L’automatisation complète de ce système repose sur la technique la plus récente et sur l’environnement de développement AutomationControlSuite AS6 conçus par STOBER.Grâce à sa vaste gamme de produits riche en composants, STOBER peut mettre en œuvre des applications très variées.
Avec son LeanMotor présenté pour la première fois en 2017 sur le Salon SPS IPC Drives de Nürnberg, STOBER a lancé sur le marché mondial une solution à fort rendement énergétique selon le principe « Bridge the Gap » : l’entraînement entièrement sans encodeur est nettement plus léger et plus compact, malgré la puissance identique, qu’un entraînement asynchrone et plus abordable et plus robuste qu’un servomoteur. La vitesse de rotation et le couple peuvent être réglés en continu de l’arrêt à la vitesse de rotation maximale avec contrôle total de couple. Avec un rendement pouvant atteindre 96 pourcent, le LeanMotor correspond à la classe d’efficacité IE5. STOBER a combiné, à cet effet, l’entraînement avec les variateurs SC6 et SI6. L’écart de vitesse de rotation est inférieur à 1 pourcent, la précision de positionnement est de ± 1 degré.
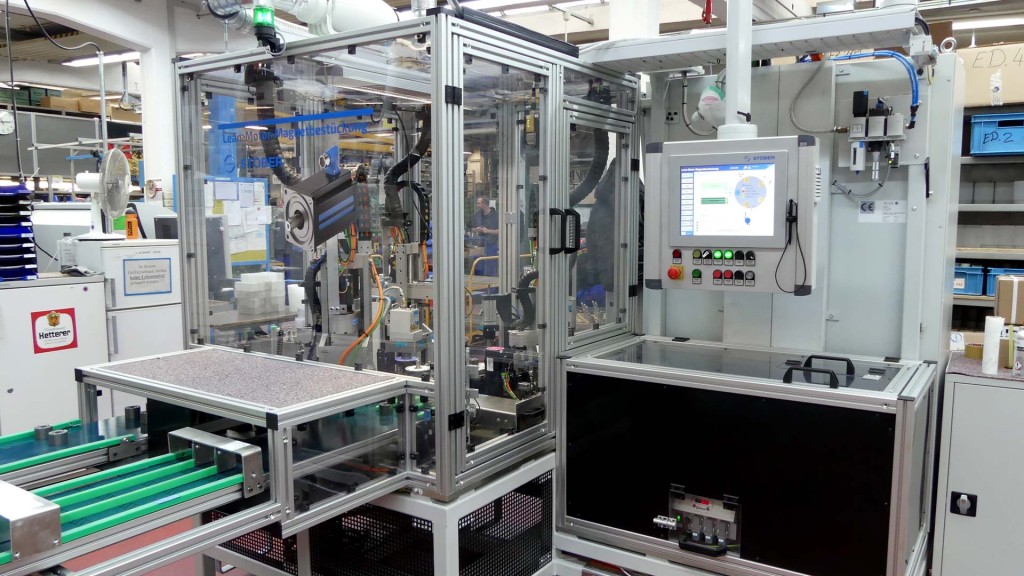
« Pour la production des disques du nouveau LeanMotor nous avons développé une installation robotisée de montage de composants entièrement automatique composée de trois robots Scara et d’un plateau tournant indexé avec cinq stations pour les différentes étapes de fabrication », explique Heiko Berner, Directeur produit PLC chez STOBER qui dirigea le projet d’automatisation aux côtés de son collègue Heiko Bismarck, Product-Trainer & Supporter chez STOBER. « Pour garantir un maniement en toute sécurité des 16 axes en tout, nous utilisons nos servo-variateurs juxtaposables SI6 », explique Heiko Bismarck. « Ils ne requièrent pas plus de 40,5 centimètres de largeur – module d’alimentation PS6 compris – dans l’armoire électrique ». Les réducteurs planétaires et les réducteurs à couple conique sans jeu sont utilisés dans toutes les applications qui exigent un degré d’exactitude élevé et une grande précision de répétabilité. Cela s’applique surtout aux axes des robots et du plateau tournant indexé. Ils font l’objet d’une commande centralisée via le contrôleur de mouvement MC6 STOBER. Ce dernier convient pour une commande isochrone via EtherCAT et joue, de surcroît, le rôle de l’interface homme-machine. Tous les calculs pour la planification des trajectoires et l’interpolation des trois robots sont également effectués de manière centralisée. « Nous avons veillé à ce que l’interface soit la plus simple possible pour le programmeur de l’application », explique Heiko Berner. « Le programmeur peut effectuer un positionnement point à point direct des robots et, si nécessaire, utiliser les positions programmées pendant l’exécution du programme ».
Commande facile
La visualisation intégrée dans le système peut être utilisée par l’opérateur directement sur la machine à des fins de commande et d’information. Les fonctions de choix de langue et de gestion d’utilisateurs sont également disponibles. Grâce à la gestion d’utilisateurs, le collaborateur peut manier la machine conformément à l’utilisateur, avec ses paramètres personnalisés et les possibilités d’accès via l’écran tactile intégré.


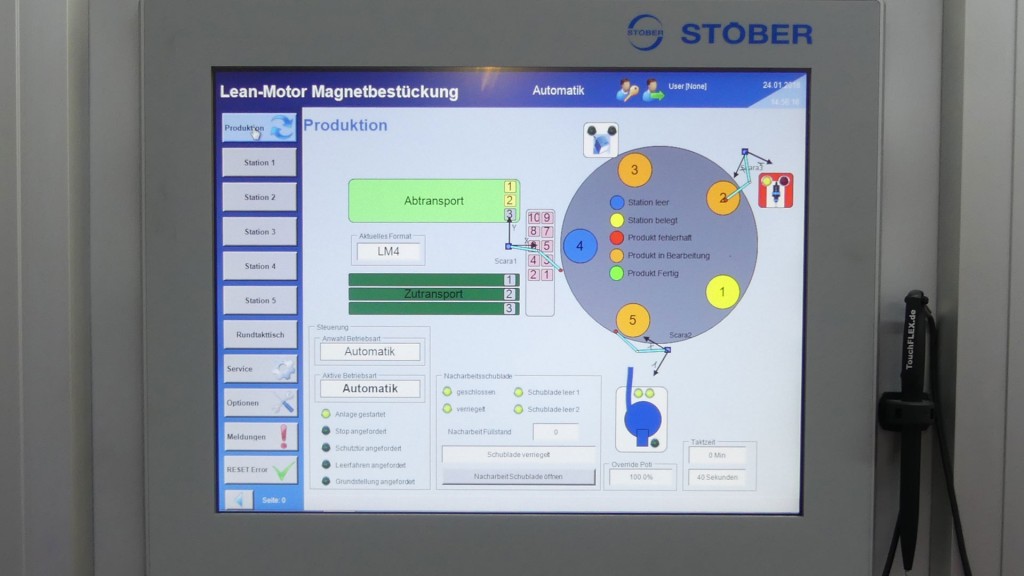
« Notre environnement de développement AutomationControlSuite AS6 regroupe toutes les fonctions contenues dans CODESYS V3 pour le contrôle de mouvement et pour les commandes API », explique Heiko Bismarck. « Pour la programmation nous avons recours à des bibliothèques Drive&Motion haute performance qui permettent de réduire considérablement le volume de programmation ». De nombreux exemples d’application de la version d’essai de 30 jours gratuite de l’AS6 permettent de comprendre, outre la mise en œuvre d’une gestion de formats, la structure des menus de commande ou de la gestion des alarmes. La gestion des formats est utilisée dans cette installation pour le changement rapide du format de disque. Les pièces de machine à remplacer qui sont dépendantes du format peuvent être visualisées sur la commande. Le changement doit être acquitté en conséquence. Sont envisageables, à ce propos, la lecture d’une vidéo ou l’affichage d’une documentation PDF sur le contrôleur de mouvement dans le cas d’importants changements.