Step by step to more quality of life
STOBER Continues to Advance Predictive Maintenance.
Higher efficiency, fewer breakdowns – STOBER continues to enhance its predictive maintenance capability. The drive specialists have also defined several expansion stages: the drive train is continuously monitored, and maintenance recommendations are created based on an analysis of the relevant process and machine data. The options here range from analytical calculation models to AI and deep learning. STOBER is following an integrated solution strategy. No external sensors or accessories are required and the solution is accessible for a wide range of controllers.
“How can we use predictive maintenance to make the transition from pure condition monitoring to real condition-based servicing for drive trains?” Tim Lang, Head of Applications at STOBER, and his team asked themselves. Predictability is becoming increasingly important for users who want to achieve higher availability, lower maintenance costs and longer life cycles. “How likely is it that the geared motor will fail soon?” or “When is the ideal time to service or replace it?” The drive specialist has been working on predictive maintenance for several years in order to be able to make these predictions and others. “We are constantly evolving. For this focal area, we have drawn up a three-stage plan. We are currently tackling step two,” explained Lang.
First step: Model-based analysis
In the first stage, users received a predictive maintenance solution that monitors the geared motor of a drive system. Its life performance is calculated using an analytical model and then output in the drive controller software via a life performance indicator, which is a value between 0 and 100 percent. At 90 percent, the software outputs a recommendation to replace the geared motor and provides it to a controller in the form of a readable parameter. This efficient solution for predictive maintenance requires neither external sensors nor additional wiring.
Second step: Active measurement
“In the second step, we are incorporating active measurement into this calculation model,” explained Lang. To do so, STOBER is integrating an acceleration sensor into its system consisting of a gearbox, motor, cable and drive controller. External peripheral devices, such as additional power or voltage sources, are not required. This makes it possible to measure bearing seats, toothing and other drive components efficiently. “Frequency analyses enable us to draw conclusions about impending damage based on a spectrum,” said Lang. “Right now, we are still in the implementation phase.” STOBER is working closely with HEIDENHAIN to develop a geared motor with an integrated acceleration sensor.
The goal in sight: A smart drive train
STOBER will continue to build on the first two steps and improve predictive maintenance with deep learning and artificial intelligence (AI). The aim is a smart drive train that can both recognize its own condition and provide important information from the field in real time.
“Since summer 2024, we have been able to implement useful enhancements for our release,” said Lang in summary. Among other improvements, the drive specialists have refined the analytical model and expanded the database to include over 80,000 gearbox and motor variations. In addition, special customer-specific versions can also be evaluated now. Users benefit from easier operation and improved visualization. STOBER will also provide function blocks and sample programs in the future. This will allow the data obtained, and in particular the load matrix, to be read out via EtherCAT or PROFINET. The load matrix is a solid database for recording real-world load situations. The cumulative load condition of the drive system is continuously documented over the entire operating time.
“At the end of the year, we will also be able to offer our customers an analysis tool that can evaluate and compare several load matrices and create standardized reports,” promised Lang. “We now have condition-based servicing that offers us a very broad field of application. It can detect design and assembly influences via a machine type, for instance, or carry out long-term analyses.”
Captions:

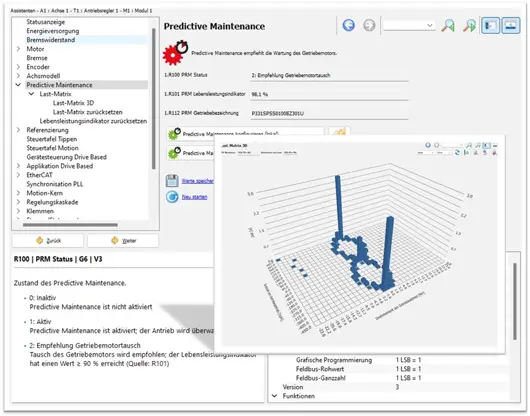
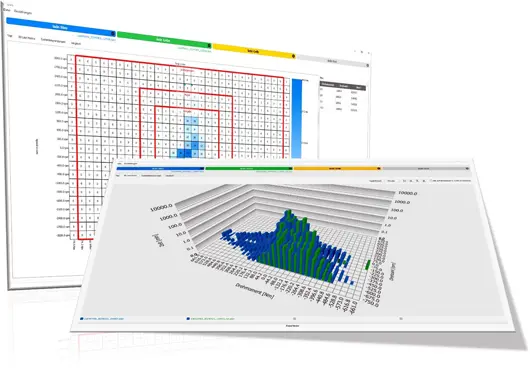
Photo credits: STÖBER Antriebstechnik GmbH + Co. KG
You can find high-resolution image material for downloading here.
Contact data for country-specific publication:
| Germany: | Austria: |
| STÖBER Antriebstechnik GmbH + Co. KG Kieselbronner Str. 12 75177 Pforzheim Phone: +49 7231 582-0 sales@stoeber.de www.stoeber.de | STÖBER Antriebstechnik GmbH Hauptstraße 41a 4663 Laakirchen Phone: +43 7613 7600-0 sales@stoeber.at www.stoeber.at |
Media contact/Market overviews:
STÖBER Antriebstechnik GmbH + Co. KG
Silvia Feder
Kieselbronner Str. 12
75177 Pforzheim│Germany
Phone: +49 7231 582-1660
silvia.feder@stoeber.de
www.stoeber.de
Media:
STÖBER Antriebstechnik GmbH + Co. KG
Solveig Moll
Kieselbronner Str. 12
Phone: +49 7231 582-1183
solveig.moll@stoeber.de
www.stoeber.de
Please send a specimen copy to our agency:
a1kommunikation Schweizer GmbH
Sarah Grujin
Projektmanagement │ Client Support
Oberdorfstr. 31A, 70794 Filderstadt, Germany
Phone: +49 711 945 416-27
Sarah.Grujin@a1kommunikation.de
www.a1kommunikation.de